Accueil- Unimed S.A. - La précision suisse au service des sciences de la vie - Aiguilles médicales - Aiguilles de prélèvement - Canules spéciales - Tubes de précision en acier inoxydable - Gauge - Tableaux de conversion
Produits
Produits sur-mesure
Produits divers
Tubes et fils de précision
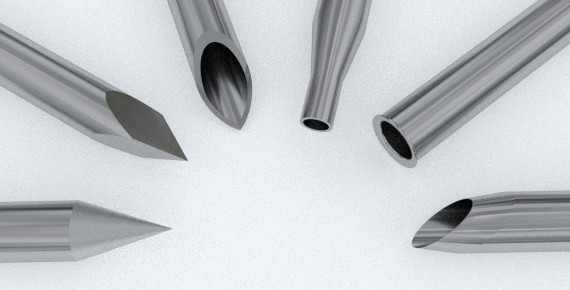
Extrémités de canules
Grâce à l'importante diversification de notre appareil de production, Unimed est en mesure de vous offrir notamment toutes les extrémités visibles sur notre page dédiée.
Show details
Faconnage de canules
Décolletage, Rectifiage, Laser, entre autres technologies nous permettent de vous offrir les usinages visibles sur notre page dédiée.
Show details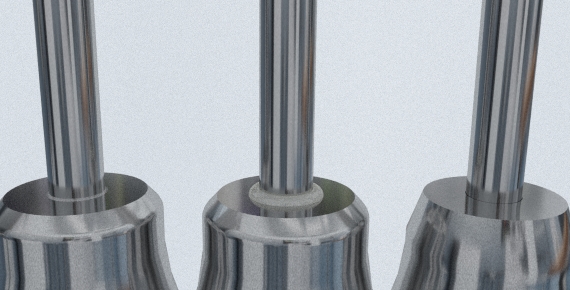
Montage et Assemblage
Unimed utilise diverses techniques et peut proposer la méthode appropriée d'assemblage de pièces, en fonction des exigences techniques et économiques.
Show details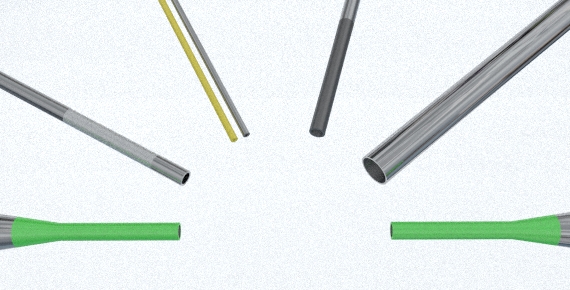
Traitements de surface
Ayant participé à la fabrication de produits pour des applications de médecine et de biotechnologie pendant plusieurs décennies, les techniciens d'Unimed ont une expérience inégalée dans les procédés de finition et post-traitements de petits composants tubulaires
Show details
Aiguilles vétérinaires et spéciales
Les aiguilles sont fabriquées avec précision selon des normes internationales et sont fournies en tant que produit standard ou sur mesure selon vos propres spécifications.
Show details
Aiguilles à suture
Unimed propose une gamme complète d'aiguilles à suture. Ces aiguilles à suture à chas sont pratiques, efficaces et économiques, car elles peuvent être utilisées avec tous types de fils de suture.
Show details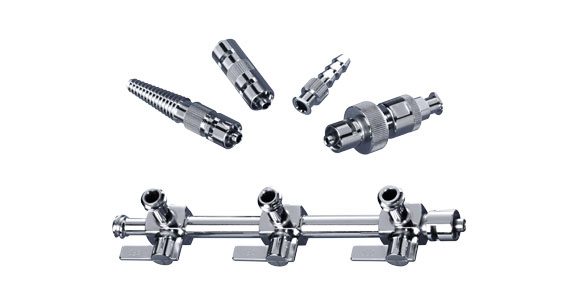
Raccords et robinets
Unimed a pour vocation de fabriquer des composants et raccords médicaux de haute précision, et propose ainsi une fabrication complète d'embouts, d'adaptateurs, de raccords et de robinets, avec des connexions de type Luer, selon vos spécifications.
Show details
Tubes et fils de précision
Les tubes en acier inoxydable d'Unimed offrent une combinaison de qualités requises par une clientèle exigeante; précision dimensionnelle, état de surface propre et lisse, grande résistance à la corrosion et à la chaleur, excellente résistance à la traction, bonnes propriétés mécaniques.
Show detailsFabrication en sous-traitance d'articles médicaux, industriels et d'aiguilles spéciales, depuis 1958
Produits
Produits sur-mesure
Produits divers
Tubes et fils de précision
Extrémités de canules
Grâce à l'importante diversification de notre appareil de production, Unimed est en mesure de vous offrir notamment toutes les extrémités visibles sur notre page dédiée.
Show details
Faconnage de canules
Décolletage, Rectifiage, Laser, entre autres technologies nous permettent de vous offrir les usinages visibles sur notre page dédiée.
Show details
Montage et Assemblage
Unimed utilise diverses techniques et peut proposer la méthode appropriée d'assemblage de pièces, en fonction des exigences techniques et économiques.
Show details
Traitements de surface
Ayant participé à la fabrication de produits pour des applications de médecine et de biotechnologie pendant plusieurs décennies, les techniciens d'Unimed ont une expérience inégalée dans les procédés de finition et post-traitements de petits composants tubulaires
Show details
Aiguilles vétérinaires et spéciales
Les aiguilles sont fabriquées avec précision selon des normes internationales et sont fournies en tant que produit standard ou sur mesure selon vos propres spécifications.
Show details
Aiguilles à suture
Unimed propose une gamme complète d'aiguilles à suture. Ces aiguilles à suture à chas sont pratiques, efficaces et économiques, car elles peuvent être utilisées avec tous types de fils de suture.
Show details
Raccords et robinets
Unimed a pour vocation de fabriquer des composants et raccords médicaux de haute précision, et propose ainsi une fabrication complète d'embouts, d'adaptateurs, de raccords et de robinets, avec des connexions de type Luer, selon vos spécifications.
Show details
Tubes et fils de précision
Les tubes en acier inoxydable d'Unimed offrent une combinaison de qualités requises par une clientèle exigeante; précision dimensionnelle, état de surface propre et lisse, grande résistance à la corrosion et à la chaleur, excellente résistance à la traction, bonnes propriétés mécaniques.
Show details

